Arc Energy Calculation in Welding (ISO/TR 18491 Explained)
Introduction
Arc energy calculation is defined in ISO/TR 18491 and is fundamental to welding quality and heat input control.
This article explains the different calculation methods and highlights why high-speed, waveform-based measurement is increasingly important for modern welding processes.
Arc Energy Calculation Methods
ISO/TR 18491 defines three approaches to calculating arc energy:
Method 1 — Average Values
Based on average voltage and current over time.
Method 2 & 3 — Instantaneous Measurement
Based on simultaneous measurement of voltage and current, calculate the instantaneous power.
Symbols Used
| Symbol | Term | Unit |
| I | Arc welding current | A |
| U | Arc voltage | V |
| v | Travel speed | mm/s |
| L | Length of run | mm |
| E | Arc energy | kJ/mm |
| IP | Instantaneous power | J/s |
| IE | Instantaneous energy | J |
Waveform-Controlled vs Traditional Welding
ISO/TR 18491 distinguishes between:
Non-waveform-controlled processes
- Conventional welding power sources
- All three calculation methods permitted
Waveform-controlled processes
- Pulsed MIG
- Synergic/programmable systems
These require instantaneous measurement (Method 2 or 3)
Results by Welding Process
TIG Welding
DC TIG
- Methods produce nearly identical results
- Difference typically <1%
Pulse TIG
- Still very stable waveform
- Difference remains <1%
MIG Welding
Spray Transfer MIG
- Close to steady-state behaviour
- Difference <1%
Dip Transfer MIG
- Slight variation
- Still a negligible difference
Waveform-Controlled Processes
Pulse MIG
- Significant waveform variation
- The difference between methods can exceed 20%
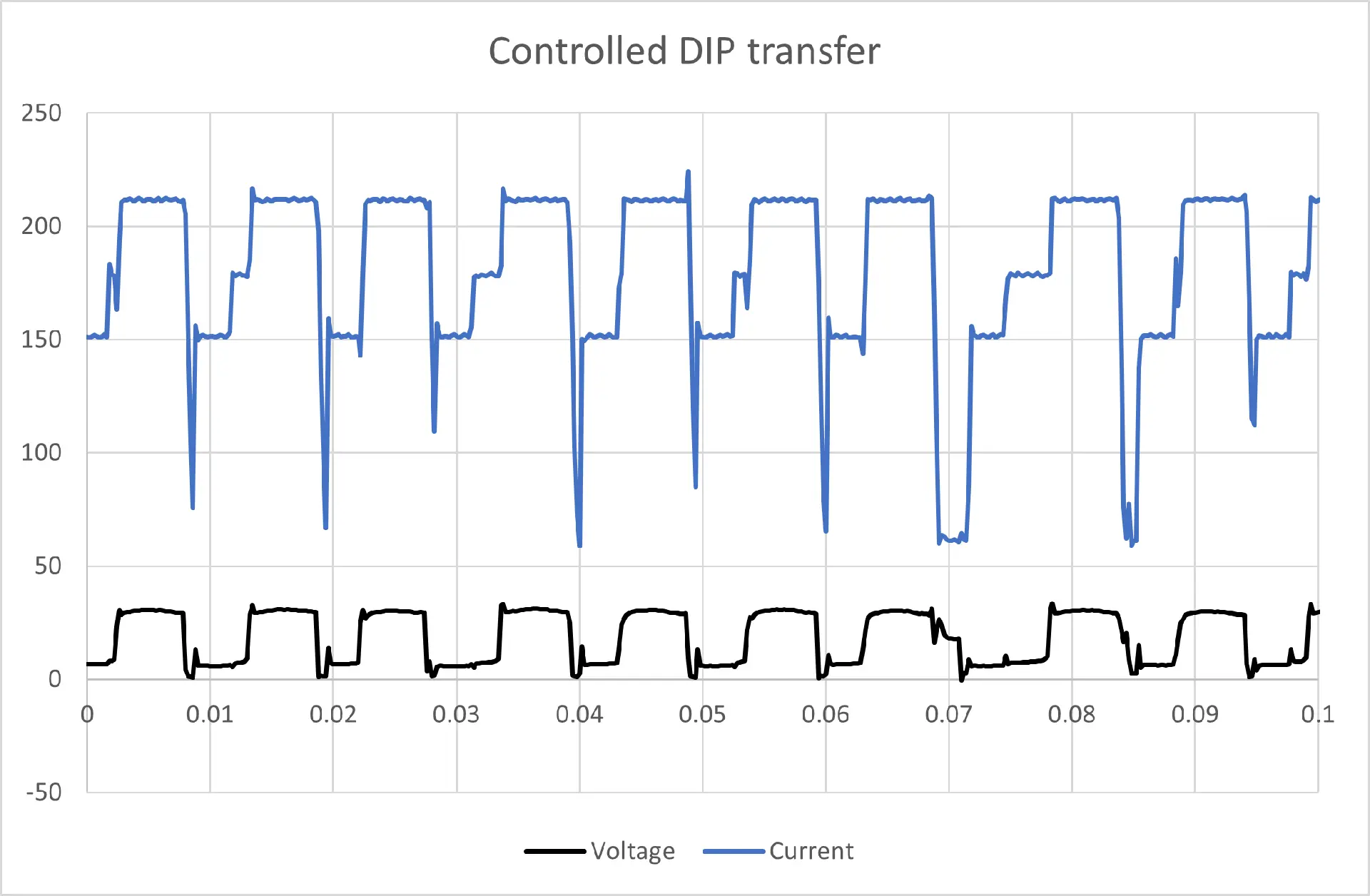
Controlled Dip Transfer
- Power source actively controls the waveform
- Differences of 10%+ observed
Summary of Results
| Process | Method 1 | Method 2 & 3 | Difference |
| DC TIG | 0.590 | 0.592 | 0.4% |
| Pulse TIG | 0.603 | 0.605 | 0.3% |
| Spray MIG | 2.955 | 2.949 | 0.2% |
| Dip MIG | 0.851 | 0.850 | 0.1% |
| Pulse MIG | 1.833 | 2.188 | 19.4% |
| Controlled Dip | 1.709 | 1.882 | 10.1% |
Why This Matters
For traditional welding processes, average and instantaneous methods give similar results.
However, for waveform-controlled processes, the difference can be significant — often greater than 10–20%.
This means:
- Average-based calculations can underestimate heat input
- Process control decisions may be incorrect
- QA traceability may be compromised
Measurement Requirements
Accurate arc energy calculation requires:
- Simultaneous voltage and current measurement
- High sampling rates
- Ability to capture transient waveform behaviour
Practical Implications
For modern welding processes:
- Pulse and controlled transfer require instantaneous measurement
- High-speed data acquisition is essential
- Measurement systems must capture waveform dynamics, not just averages
Measurement Capability with AMV Systems
AMV welding monitors are designed to:
- Measure voltage and current simultaneously
- Capture high-frequency waveform data
- Calculate arc energy based on instantaneous power
This ensures accurate arc energy calculation across all welding processes, including waveform-controlled systems.
Next Steps
- Explore high-speed data acquisition → AMV4000
- View production QA monitoring → AMV3500
- See dual arc systems → AMV5000
Request a Demo
See how arc energy and weld data can be captured and analysed in real time.